


信捷PLC在磨床上的應用
XC系列可編程控制器及XC-GRM量儀模塊在磨床行業上的優勢,1、 控制精度高達±1um,量儀模塊對測量數據進行特別的運算處理之后(抗抖動、溫度補償等等),將數據傳送給PLC進行控制,保證了系統的控制精度。 2、測量范圍寬達1000um,可以進行寬泛圍操作,在不需重新調試的情況下,既可以磨削余量1~5um的返修工件,也可以磨削800~900um的大余量工件。即使工件尺寸差異很大,仍然能夠實現快速趨進功能。3、 操作界面簡單友好,降低了設備調試的難度,直接通過觸摸屏進行磨床工藝參數設置,不需要復雜的調試過程。即使使用量儀方式進行加工生產,操作工也只需按照屏幕提示的順序操作一遍便可完成設備的調試。 4、脈沖輸出頻率高達400KHz,控制器的高頻輸出支持從1Hz到400KHz的超寬范圍,因此,無論是步進電機還是伺服電機,都可方便的進行控制。5、 省去測量儀表,實現數字化、智能化控制, 將測爪信號直接接入XC-GRM磨床專用量儀模塊,PLC直接讀取測爪測量數據,節省了用戶的成本,簡化了調試過程,并提高了工件的磨削精度。使系統的集成度大大提高。6、實現工件直徑測量數字化,實現精確計算快趨量功能,通過量儀模塊直接讀取工件直徑數據。在毛坯上料后,直接測量出毛坯需要的磨量,進而推算出該工件快趨所需要的快趨進給量,以達到快趨結束便開始磨工件的目的,從而大大提高了生產效率。7、實現量儀控制模式下的工件自動對刀,操作工通過屏幕上的對刀按鍵,PLC控制步進(伺服)電機以低速進給,在對刀過程中自動記錄量儀讀數的變化,從而自動計算出優化的工藝參數。 8、支持連續多段步進控制,通過PLSR脈沖輸出指令,磨床控制需要的四個進給段“快趨、黑皮、粗磨、精磨”可以一次連續完成,中間無須停頓。9、多段步進跳躍功能, 通過PLSNEXT指令,可以在多段步進發送過程中,通過外部條件(而不等該段脈沖發完)直接轉到下一段步進。該功能可用于量儀控制。10、 FlashRom存儲器, 重要的工藝參數可保存于FD0~FD2047閃存數據區。即使在PLC電池耗盡的情況下,系統仍可保留參數數據。二.基本配置,1、PLC本體:用于磨床的邏輯控制,其輸入部分用來接收按鈕、行程開關、保護信號等輸入信號,其輸出部分用來控制步進(伺服)電機、電磁閥、電磁卡盤、測爪收張等, 2、量儀擴展:測爪信號線接入量儀擴展,擴展將該信號輸入轉化為范圍為0~6500數據,并通過擴展接口將數據傳輸給PLC本體;該模塊的電壓輸出同時控制測爪的“張開/收縮”動作。3、輸入點擴展:某些型號的磨床(如203等)可能會出現輸入點數不夠的情況,可以通過該擴展增加16個輸入點。4、人機界面(觸摸屏):設備操作人員和設備的接口。通過其畫面,操作人員可以了解當前機床的運行狀態,進給量,補償量,套圈當前的直徑等等。設備的工藝參數,如快趨量、粗磨量、進給速度、粗磨留量、精磨留量、毛坯范圍等等,也是通過人機界面輸入PLC本體。另外,設備的故障診斷也是通過觸摸屏界面顯示出來。在量儀控制時,測爪的零位調整、粗磨到、精磨到等信號調整,也是通過人機界面進行。




 投訴建議
投訴建議
提交

國家重大裝備企業齊聚高交會 中國科技第一展11月深圳舉行
東土精彩亮相華南工博會,展現未來工業前沿技術

ATMS邀請函 | 以智馭新,協作創造汽車行業新質生產力

直播定檔!見證西門子與中科摩通聯手打造汽車電子智能制造新范式
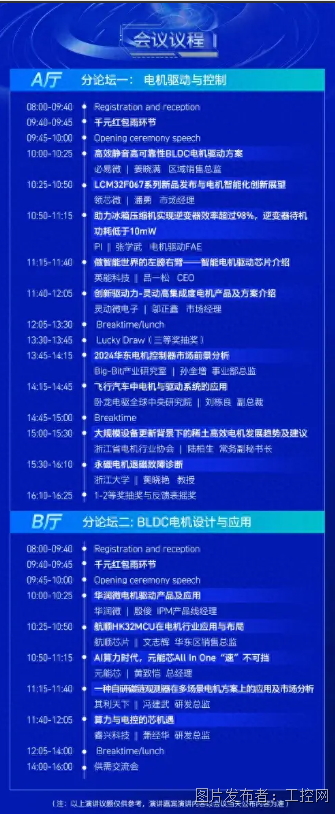
重磅議程搶先看|揭秘行業熱點,引領技術潮流